Composite Manufacturing Processes
Composite Manufacturing Processes
Aerospace Mold and Tooling Course
Mold Construction Methods
Mold Construction Methods
Mold Design
Mold Design
CNC Machined Molds and Patterns
CNC Machined Molds and Patterns
Making a Composite Mold from a Pattern
Making a Composite Mold from a Pattern
Appendix
Appendix
Designing and building molds for composite parts requires an understanding of the manufacturing processes commonly used to create composite parts. Different processes can be used depending on the design and manufacturing requirements, which may include the strength, weight, cost, quality, or quantity. Composite manufacturing is covered in detail in the DarkAero Aerospace Composites Course, but an overview of several common composite manufacturing processes is provided below:
WET LAYUP
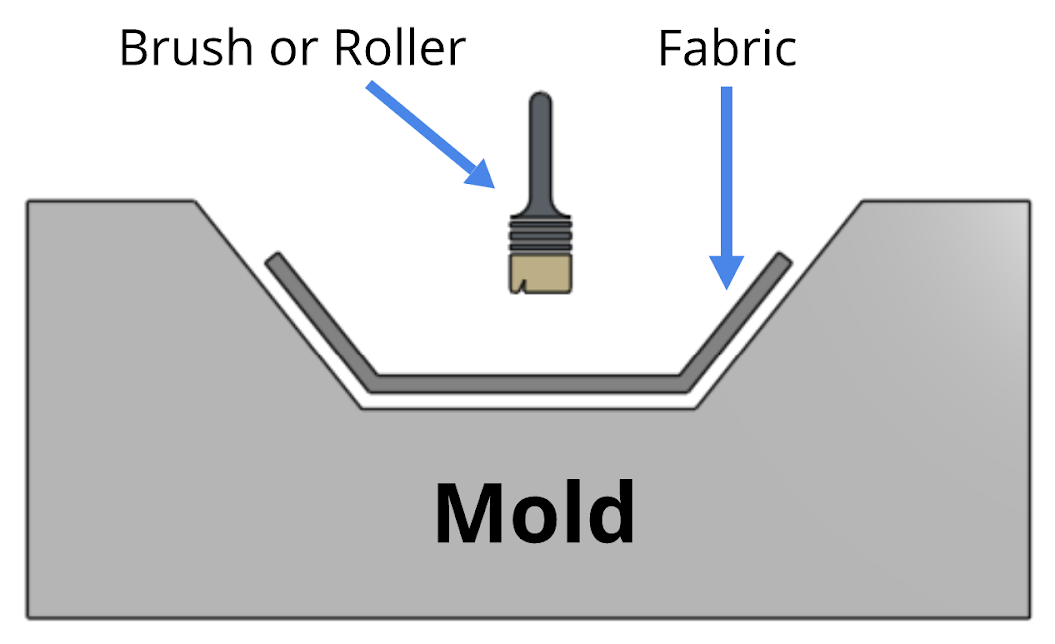
Wet layup is the most basic composite manufacturing process. Its primary appeal is its simplicity and low cost. It requires little in tools and materials beyond dry cloth, a laminating resin system, and a mold or tool to support the cloth and resin as they are combined and cured. Under the wet layup process, dry cloth is placed into a mold, onto a core material, or onto a structure to be repaired, and then mixed resin is applied to the cloth with a brush or roller until the cloth is fully saturated with resin. If multiple layers of cloth are required to achieve a desired thickness, the layers are typically applied individually and wetted out one at a time. Excess resin in the laminate is removed by squeegeeing each layer after the layer has been saturated. The simplicity of the wet layup process makes it easy to learn and implement quickly.
However, structures built using wet layup methods are generally heavy for two reasons. The first is that wet layup produces structures that are resin rich since the only mechanism implemented to remove extra resin from the laminate is squeegeeing off the excess. The second is that structures manufactured using wet layup methods can have a large variation in mechanical properties from part to part, which means that designs using wet layup must include large safety factors to account for this variability.
Defects that can be present in the wet layup process include pinholes, dry spots, and air voids between cloth layers. Weave distortions can also be present, weakening the structure. This can be common in wet layup given the continuous, manual wetting and squeegeeing of each cloth layer.
Best Used For:
prototypes
repairs
modifications
mold making
low cost parts
low volume production
small to medium sized parts
custom structures that must be constructed in multiple stages
Avoid Use For:
high quality, production grade parts
parts where weight, variability, and cosmetic appearance are a concern
large parts with limited available manpower
production scenarios requiring a large number of parts
WET LAYUP + VACUUM BAG
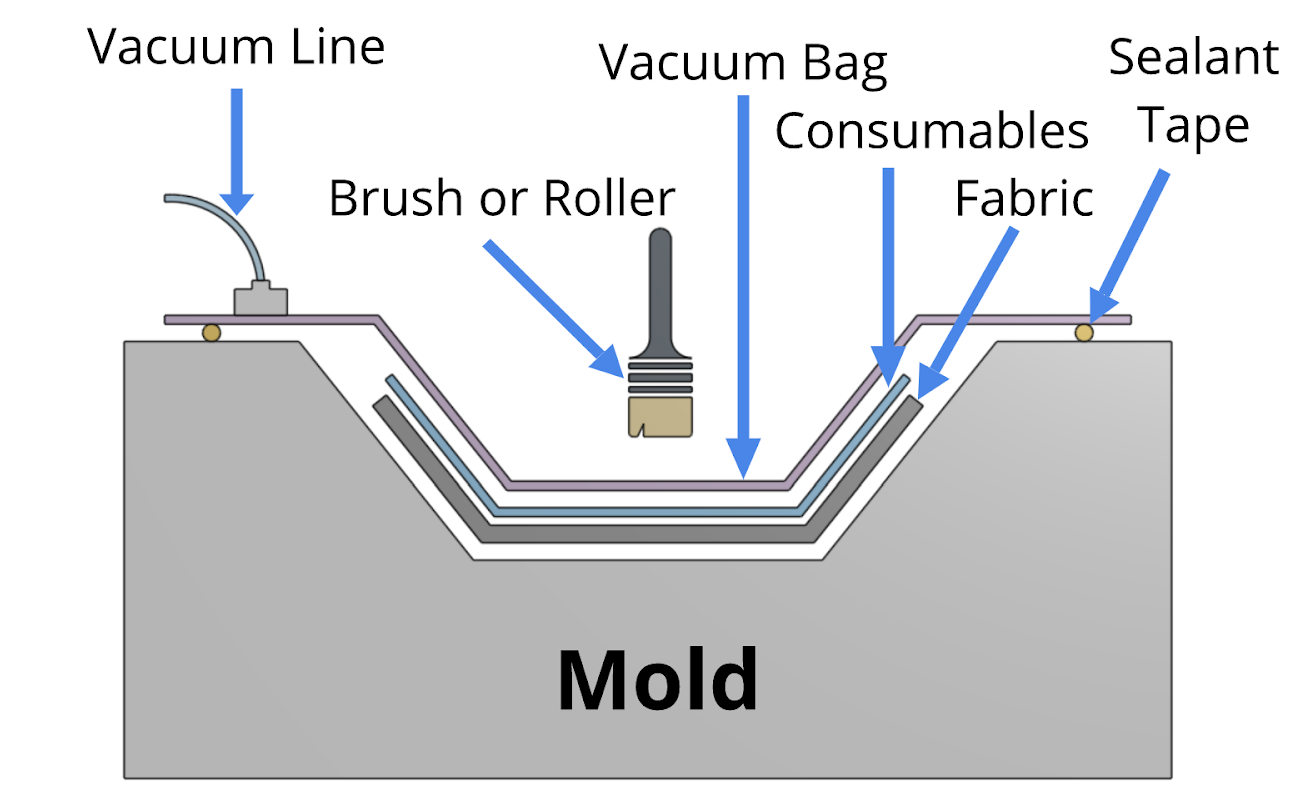
The excess resin present in parts made with wet layup can be reduced by adding a vacuum bag and several consumable materials to the process. Under the wet layup vacuum bag process, dry cloth is saturated with a laminating resin the same as in the wet layup process, but then a vacuum bag is applied over the laminate. A laminating resin with enough working time must be selected to allow the vacuum bag to be installed before the resin begins to gel. The vacuum bag compresses the laminate stack and squeezes out excess resin. This excess resin is soaked up from the laminate by including a layer of peel ply, release film, and bleeder cloth (consumables) on top of the laminate before the vacuum bag is installed. Naturally, this process requires the previously mentioned consumables plus a vacuum pump, vacuum lines, and sealant tape. Additionally, the mold must be constructed to be airtight to maintain vacuum integrity as the resin cures.
The addition of the vacuum bag and consumables introduces a mechanism to remove the excess resin and eliminate some of the defects that occur with wet layup such as air voids between cloth layers. Small pinholes are still present and dry spots can still occur with this method, but they are significantly reduced relative to wet layup alone.
Best Used For:
The same applications as wet layup but for parts requiring better quality in terms of fiber-to-resin ratio and laminate consolidation.
Avoid Use For:
Cosmetic parts that require a completely void free surface finish.
INFUSION (VARTM, VARI, VACUUM INFUSION)
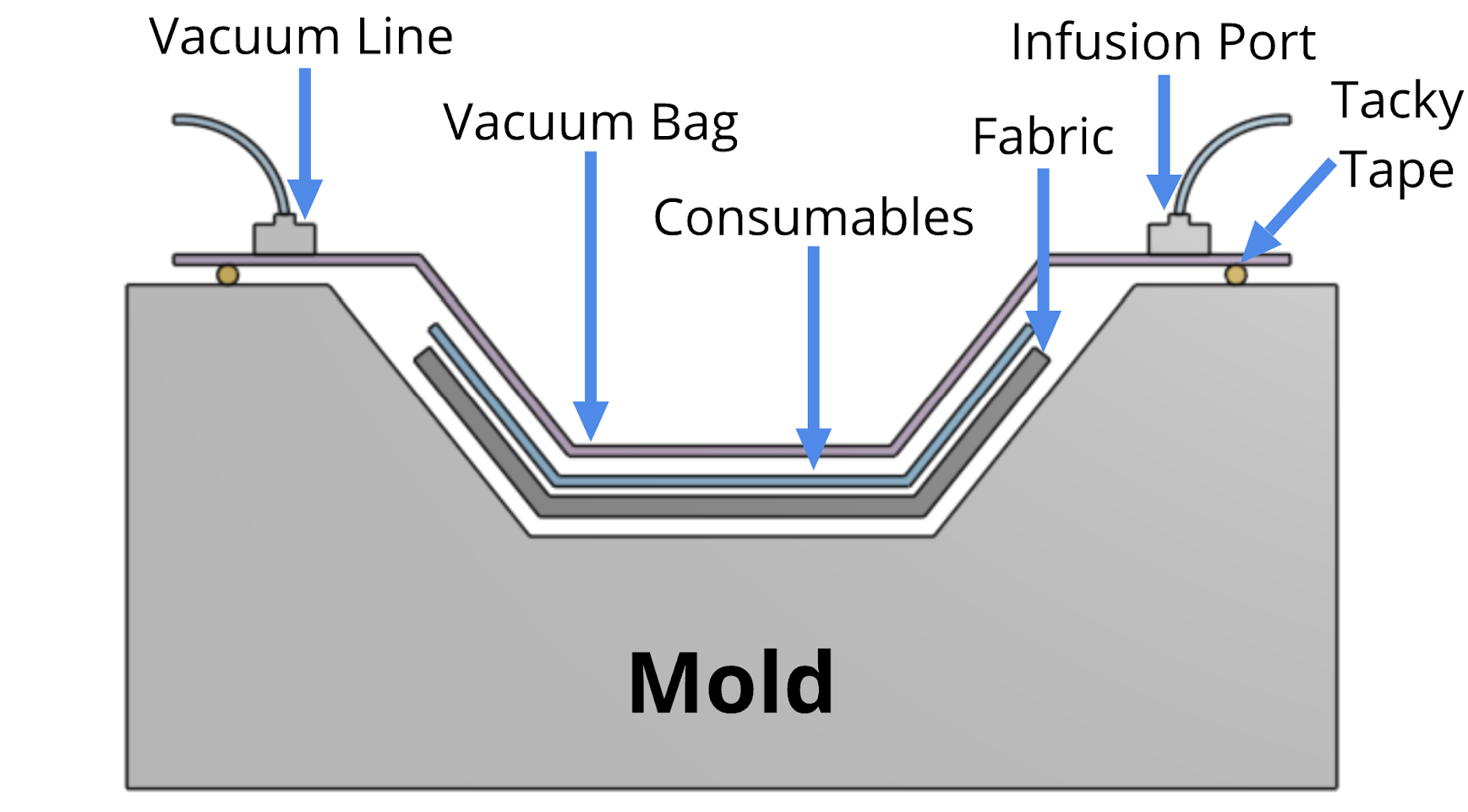
The infusion process involves placing dry cloth into a mold and vacuum bagging the cloth down against the mold surface. Resin is then drawn into the vacuum bagged area and allowed to flow over the cloth, saturating it completely while allowing only the minimum necessary amount of resin to be introduced into the dry cloth. Infusion specific resin systems are used for this process, which are lower in viscosity than laminating resin systems.
The previously mentioned manufacturing processes are “open” while infusion is a “closed” process, meaning physical contact with resin is virtually eliminated during the process. In addition to a lower risk of exposure to resin, fewer technicians are required to successfully create large composite parts through infusion. This is because cloth is placed in the mold dry without resin present, eliminating the need to have all the layers of cloth positioned before the resin cures, as is the case with wet layup manufacturing techniques. In addition to being a closed process, infusion also produces high quality parts that are void free, have an excellent surface finish, and a high fiber-to-resin ratio.
Infusion can be a challenging process to implement successfully, since achieving proper saturation of the full laminate stack requires careful planning, and sometimes can only be mastered through trial and error. Infusion also has an increased amount of consumable materials compared to wet layup or wet layup vacuum bag processes, although this is usually offset by a reduction in labor and quality defects.
Best Used For:
mid-volume production
parts requiring high fiber-to-resin ratio, high quality, and high repeatability
structural and cosmetic parts
applications that require high quality but are cost sensitive
Avoid Use For:
one-off parts
repair work
high volume production runs
OUT-OF-AUTOCLAVE PREPREG
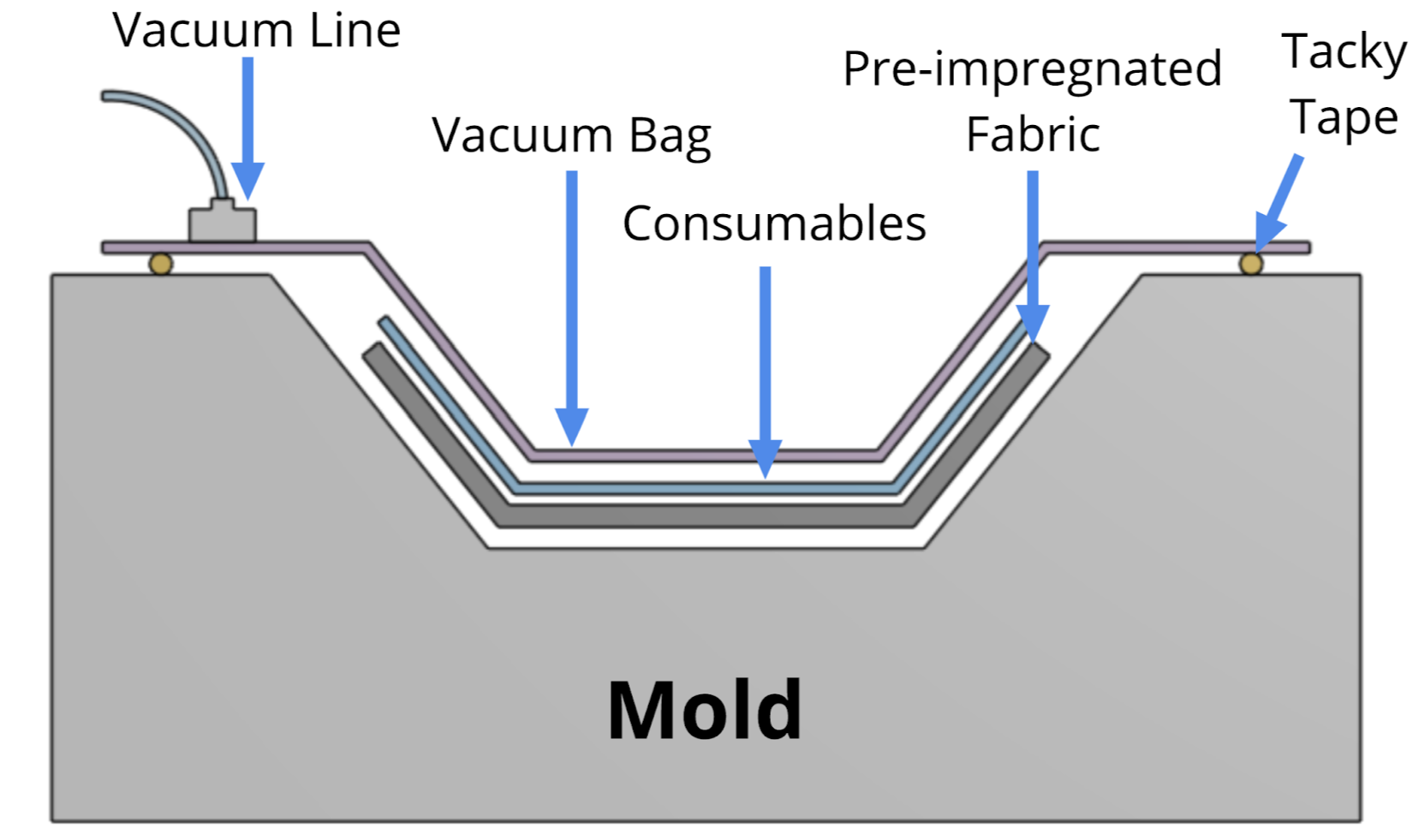
The prepreg process skips the step of manually applying resin by hand or by infusion. Prepreg cloth or “prepreg” is fiber reinforcement that has already been saturated with epoxy resin. Prepreg is typically stored in a cold environment to prevent the epoxy from curing. It is cut to size and applied to the mold in an uncured state. Once the cloth has been applied to a mold, a vacuum bag is installed over the laminate stack that is then compressed under vacuum. The full assembly is then post cured at an elevated temperature before the part is removed from the mold and trimmed to final dimensions.
The major advantage of the prepreg process is that it allows for a tight control of the fiber-to-resin ratio and eliminates the possibility of dry spots in the laminate. In this regard, it is less error-prone than wet layup or infusion methods, which makes it well suited for composite structures in certified aircraft. The disadvantage of this process is that prepreg cloth typically requires minimum order quantities and it can have a limited shelf life.
Best Used For:
parts requiring high quality and strength
structural and cosmetic parts (small & large)
parts that require good repeatability and good fiber-to-resin ratios
production environments
certified aircraft structures
Avoid Use For:
repairs
one-off parts
parts or applications that do not require high strength or a high degree of cosmetic importance such as mold making
SUMMARY
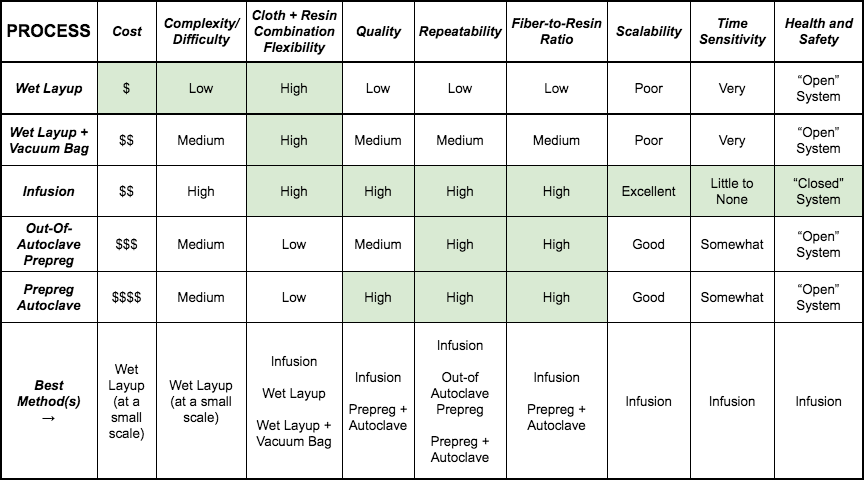
The below graphic summarizes the pro’s and con’s of these techniques against each other. Also included is the high-cost, high-quality technique of prepreg autoclave for reference.